













Sirion™ - RO System
Extensive range of reverse osmosis systems for all water applications and budgets.

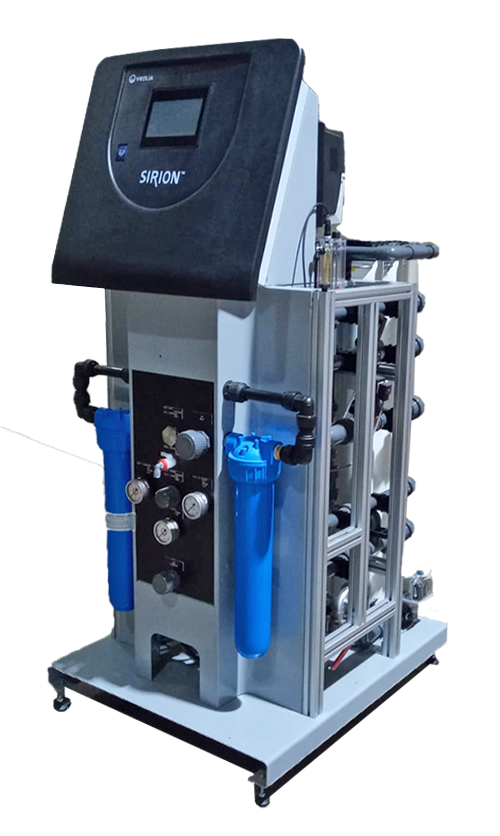
Sirion™ is a range of compact reverse osmosis systems that is designed to produce pure water from 10 l/h to 120m3/h with a low footprint and reduced management time. They are fully automatic and offer high salt rejection by using low energy membranes. The Sirion™ range includes:
Sirion™ Advanced & Pro: unrivalled reverse osmosis systems suitable for most industrial markets. They produce treated water from a brackish feed by removing up to 98% of dissolved inorganics and over 99% of large dissolved organics, colloids and particles.
With flow rates from 100 to 5,000 l/h, the 11 models of Sirion™ Advanced & Pro offer a range of enhanced features including:
- Skid-mounted “plug & play” units for fast and easy container transportation and set-up
- User-friendly 7” HMI touchscreen for simple configuration and monitoring
- Low pressure VRO™ membranes and optional VFD pump to keep energy costs down
- Front membrane access and forward installed CIP connections for simple and quick maintenance
- 1 μm pre-filtration and dry run monitor for membrane and pump protection
- Concentrated throttling valve for flow adjustment and concentrate recirculation
- Hubgrade compatible for remote digital monitoring
Sirion™ Advanced has the option of offering additional protective plastic covers if required. Higher automation levels and extra options such as an acid/caustic dosing station.
- Sirion™ Mini: Ideal for process water and air conditioning (from 10 to 90 l/h)
- Sirion™ Midi: Ideal for industrial process water and central pure water for hospitals and laboratories (from 90 to 800 l/h)
- Sirion™ Mega: Produces high-purity water, purified water and utility water for boiler feed, industrial process water, cooling water, reuse/recycling, healthcare, biotechnologies, electronics, hospitals, chemical and primary metals industries (flow rates from 5 to 120m3/h)
- Sirion™ Basic: Features the basic necessary components to produce pure water at low cost, with reduced operational requirements
- Sirion™ Multipure: Premium reverse osmosis system for a wide range of industrial applications: process water, utility water, wastewater treatment, water reuse applications, agricultural irrigation, etc.
- Sirion™ Seawater: Specifically designed to treat seawater by rejecting over 99% of the salt contained within the feed water

Sirion™ Advanced
Sirion™ Pro
Sirion™ Mini

Industrial Reverse Osmosis System Features
Sirion Multipure reverse osmosis systems will reject over 99% of the salt contained in feed water as they are specifically designed to deal with brackish water. Applications include the production of industrial process water, treatment of industrial water for reuse, production of potable water and agricultural irrigation. Key features include:
- Short lead times and fast system start-up.
- Small size making it easy to integrate with existing plant.
- Touch screen interface for easy operation.
- System performance is maintained, scaling prevented and salt deposits removed by flushing and chemical cleaning.
- Uses state of the art reverse osmosis membranes.
- RO membranes are protected by chemical pre-treatment.
- Highly efficient and quiet operation.
Seawater Reverse Osmosis System Features
Sirion Seawater reverse osmosis systems reject over 99% of the salts in the supplied seawater. Applications include the creation of potable (drinking) water, production of industrial process water along with agricultural irrigation. Key features include:
- Flow rates for standard systems from 1 to 41 cubic metres / hour.
- Short system lead times and fast system installation and start-up.
- Small footprint requires minimal space, enabling easy integration with existing plant.
- Easy-to-use touch screen user-interface.
- Salt deposits removed, scaling prevented and system performance maintained by chemical cleaning and flushing.
- Energy savings of 35-55% achievable on high flow rate models using our energy recovery device.
- Very efficient and quiet operation.





High-quality water systems for production, process and manufacturing uses.

Water pretreatment solutions for all types of feed and influent water.

Sustainable & economical industrial water recycling systems

Technologies for optimising boiler feed water and cooling tower feed to minimise chemical usage.






Unilever saves £32k and recovers 20,000m3 water annually thanks to Veolia's expertise

Diageo sets a new benchmark for environmental sustainability in distilling

Smarter water management – easy access to all the information you need to manage your water treatment system.

Our Aquaservice™ support and bundle packages offer great value and a reliable service at every level.

Providing chemical and water hygiene solutions to optimise the operation and ensure compliance of industrial and process water treatment requirements

Rental water treatment units for emergencies or planned works